Você está no 3DFinder
Buscamos em Thingiverse, MakerWorld e Printables ao mesmo tempo para te dar o melhor de cada uma.
Descrição
回抽塔
1 说明
拓竹自己带的校准模型,但很多人不知道在哪里 or 不知道怎么用,简要说明一下,我的机器都是近程挤出机,因此我并了解远程挤出的情况,仅供参考。
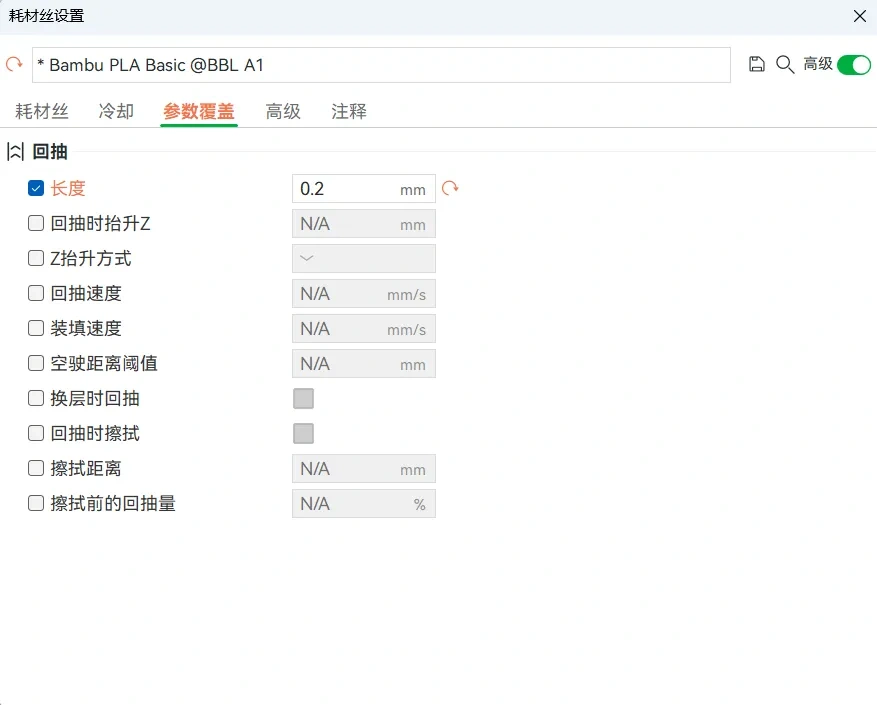
当使用 PLA 或者 ABS 这类不易拉丝耗材进行测试时,你可能会发现任何程度的回抽都很有效,整个回抽塔从头到尾都没有拉丝。如果发生这样的情况,那么在耗材设置里将回抽长度设置成介于 0.2mm 到 0.4mm 之间的任意值就可以。而 PETG 拉丝较为严重,因此该校准对于使用 PETG 用户的作用较大。
回抽塔不同的高度在打印时使用不同的回抽距离,每隔一定高度会有一个小突起用以区分。打印完成后,我们可以仔细观察打印结果来确定最佳的回抽距离。最佳回抽距离通常是产生最少拉丝的那一层对应的回抽距离。如果有多层的拉丝一样干净,则选择回抽最短的那一层。最佳回抽距离则为:起始值+步距✖拉丝最少那一层对应的凸点数。我提供的模型为0.1✖拉丝最少那一层对应的凸点数。然后将此填入耗材丝设置—参数覆盖—回抽长度。
如果您需要自定义回抽长度,请看下文:
2 自定义回抽长度
- 点击图示中设置(下图红色部分)
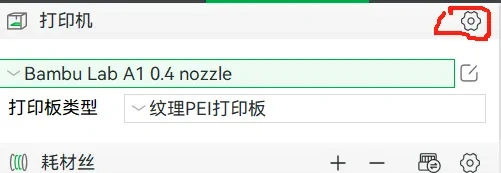
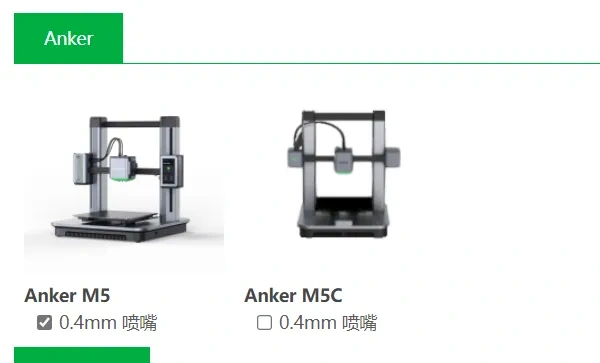
选择如图打印机(只要是非拓竹打印机理论上都可以),然后点击确定
- 此时界面上方会多一个测试的按钮,点击测试。
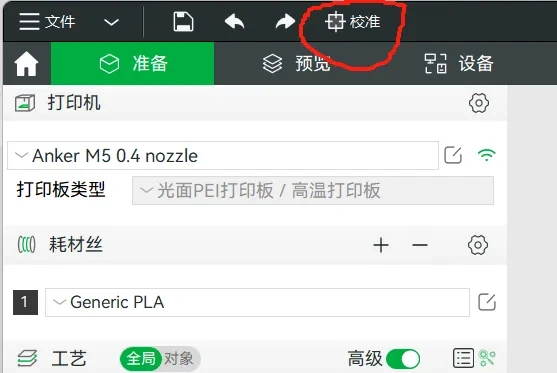
- 点击左上方的校准—回抽测试—调节参数
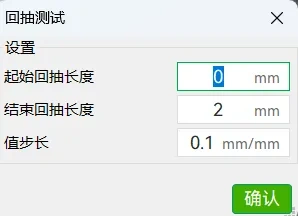
- 切换成自己的打印机并点击使用修改值
- 正常打印即可
3 其他测试
建议测试顺序:
- 首层测试(不移动的话测过一次之后就不需要测试了)首层测试 来自 aurora - MakerWorld
- 温度塔(一般耗材到手后测试,更换耗材品牌建议测试,不更换的话影响不大)温度塔 来自 aurora - MakerWorld
- 压力测试/动态流量校准(拓竹自带动态流量校准的话可以不测,klipper 用户建议测试,一般耗材差不了多少,我一般测试一次就不管了)
- 回抽测试(一般耗材到手后测试,更换耗材品牌建议测试,不更换的话影响不大,且 pla 影响不打,若 PETG 拉丝较严重且不是受潮影响建议测试)回抽塔 来自 aurora - MakerWorld
- 孔洞补偿校准&耗材收缩率(不同品牌耗材收缩率不同,建议有时间的话换耗材的话测一下,拓竹我测试的孔洞尺寸较好,主要是 diy 机器在校准。但若对此有需求,强烈建议进行测试)孔洞补偿校准&耗材收缩率 来自 aurora - MakerWorld
- 最大流量测试(不跑高速非必须。其目的是为了测试该耗材的最大体积流量,但拓竹的整体参数偏保守,用默认参数的打印即可)
- 共振补偿测试(klipper 用户且不想安装加速度计的用户建议测试,对改善振纹有很大帮助,竹子我手里的机器带共振补偿,不需要测试)
后续会将模型依次上传

17
Curtidas
541
Downloads
77
Coleções
182
Impressões
Categoria
Test Models
Tags
校准
回抽测试
耗材校准
Licença
Standard Digital File License