You're on 3DFinder
We search Thingiverse, MakerWorld, and Printables at once so you get the best of each.
Description
更多收纳/桌搭/办公系列作品请关注收藏夹:
中国大陆站:[https://makerworld.com.cn/zh/collections/4264605](https://makerworld.com.cn/zh/collections/4264605)
国际站:[https://makerworld.com/en/collections/29141745](https://makerworld.com/en/collections/29141745)
🆕 更新日志:
- 2026.06.22_短耗材适配组件更新V1.1,新增适配无盘耗材盒(拓竹);
- 2026.06.21_抽屉组件更新V1.1:应大家的需求,新增带隔板的抽屉;
- 2026.05.27_重做抽屉组件,增加抽屉专用框架(可限位),新增不挖洞顶盖,更新高质量配图(为了配图又打印了21个架子);
- 2026.05.26_主体更新V1.2.3:打印配置增加裙边,在一定程度上防止翘边,由于P1、X1系列存在打印盲区无法添加裙边,所以打印配置分开上传;
- 2026.05.23_主体更新V1.2.2:修复了一个微不足道的小错误;
- 2026.05.21_主体更新V1.2.1:新增材质球展示组件,取消框架底部定位孔倒角(经过实测对上下安装定位帮助不大,还容易导致打印瑕疵,故取消);
2026.05.16_主体更新V1.2:
1. 加大底部定位槽深度,避免悬垂性能不好的耗材轻微下垂导致两排架子并排放时,微小误差积累导致的两侧高度不一致的问题;
2. 作者使用穷举法,打印了快100个架子,把所有能试的填充类型全部试了一遍,最终选择了12%蜂窝填充(填充多线:1);
3. 上层立柱与下层底座填充对齐,不再需要100填充的转换层;
4. 左右上层立柱(主要承重结构)的墙体与蜂窝填充的边缘对齐,最大化力传导效率。
5. 此版本的主体基本为最终版,以后不会再更改主体结构。
2026.05.14_主体更新V1.1:
1. 优化修改器参数,使底板镂空填充部分与边框直接连接,降低受力剥离风险;
2. 参数写入对象,以免全局打印参数丢失;
3. 进一步优化结构设计,将耗材使用压缩到100g以内(作者使用的是密度是1.23 g/cm³的PETG耗材,不同密度的耗材,切片软件显示的克重可能有细微差别,正负一般不会超过5g);
- 2026.05.10_新增镂空加高组件;
- 2026.05.06_新增支持添加隔板的抽屉。
模型、参数经过精心设计、请不要随意调整参数,也不要随意移动模型(可能会不小心移动修改器)选择自己的耗材直接打印即可!⚙️
单层架子会显得刚性不足,只要架上第二层,或者架上顶盖就不会了!
强烈建议使用PETG耗材打印——便宜、坚固!💪
大底面模型,请务必通过封箱、涂胶、裙边、使用1.3mm打印板(收缩特别强的耗材甚至会把薄打印板直接拉起来)等等手段确保不翘边,翘边不是模型问题,有疑问可以评论或者私信交流!
🪜 产品对比
产品对比 | 本耗材架 | 其他耗材架 | 备注 |
耗材使用 | 99g | 250g+ | 在不影响无限堆叠的前提下,大幅减少耗材使用 |
打印时间 | 2.5h | 4-6h | 精细调参,在保证打印质量的情况下,大幅缩短打印时间 |
结构设计 | 针对FDM特性 进行优化 杜绝无效冗余 | 过度设计 斜撑与镂空 荷载冗余过大 | 对FDM打印的特性来说,镂空并不会减少耗材使用,反而会造成结构刚性下降,斜撑对于绝大部分都是垂直荷载的使用场景也属于无效设计,这两者均会大幅延长打印的时间。MW上的大部分耗材架均未针对FDM的特性进行设计。 |
兼容性 | 兼容市面上99.99%的1kg带包装耗材 | 魔创等较大盒子即不兼容 | 作者针对市场上绝大部分1kg耗材及其包装进行了调研,最终设定尺寸。 |
配件设计 | 前置设计预留 | 后置设计补救 | 有的耗材架在设计主图初始并没有考虑各种配件,在后置设计兼容时出现各种问题,例如:卡扣一单锁上即无法拆除,左右卡扣会侵占内部净空间导致本来就不好的兼容性更加雪上加霜。 |
📖 前言
随着耗材越买越多,耗材的有序堆叠存放成了一个刚需,尝试打印了市面上一些堆叠的耗材架,发现大部分还是存在以下特点无法满足我的需求:
- 耗材消耗量太大,单层耗材使用量动辄250g+,实际上对于每层1kg左右的荷载来说,层板多存在过度设计;
- 部分150g以下的耗材架又牺牲了四角立柱的结构强度,使其无法堆叠到20层以上;
- 设计了过多镂空、斜撑,实际上针对FDM打印的特性来说,镂空并不会减少耗材使用,反而会造成结构刚性下降,斜撑对于绝大部分都是垂直荷载的使用场景也属于无效设计,这两者均会大幅延长打印的时间;
- 尺寸仅针对拓竹官方耗材盒设计,第三方略宽的耗材盒无法放入;
- 左右互锁卡扣会侵占内部净宽空间,导致原本设计兼容的耗材盒也无法放入;
- 上下互锁卡扣可以通过设计优化省略;
- 卡扣一但锁上即很难拆除;
- 等等其他缺陷。
📦 单层架尺寸:
内部净尺寸:22cm*22cm*8cm(可兼容市面上99%的1kg带盒耗材/线轴),
外部总尺寸:23.6cm*23.6cm* 8.5cm(不包含顶部插销)。
🌟 主要设计亮点
- 📏 极小占地面积:堆叠24层耗材(高2.04 m)仅占用0.056 m²空间, 可利用各种狭窄空间;
- 🏗️ 超强堆叠能力:四角的承重立柱厚度8 mm,堆叠到正常人身高能够到的极限都没有问题(2 m+);
- ⚖️ 轻量设计优化:单个耗材夹架仅使用耗材99 g,针对1 kg耗材/线轴设计,减少不必要的结构冗余,所有结构均以“高效传导荷载到四根立柱”为设计目的,目前市面上很多耗材架都是单个200 g+,看起来确实很结实,但是每层的底板的结构强度对于1kg的耗材来说过度设计了,造成了不必要的耗材浪费;
- ⚡ 快速打印优化:单个耗材架耗时2.5 h,主体采用0.28 mm层高打印,减去了不必要的斜撑、镂空,经过实测,在FDM 3D打印当中,由于内外墙才是主要的耗材消耗处,大量镂空不仅不会降低耗材使用量,还会大大拖慢打印时间,此作品经过针对性的设计优化,打印时间远低于市面上的4-6 h,可极大提高生产效率;
🧩 细节设计优化:
作品还包括诸多针对FDM 3D打印的设计优化,包括但不限于:
- 一体打印、无需拼装、无需任何支撑;
- 无大底面,降低翘边风险;
- 使用蜂窝填充以适应主要来自Z轴的受力;
- 底板取消上下表面实心填充以大量减少耗材使用;
- 所有边缘倒角以增强美观性与安全性;
- 左右固定卡扣不占用内部净空间;
⚠️ 注意事项
- 重量计算采用密度是1.23 g/cm³的PETG耗材,如果使用其他耗材打印,耗材使用重量可能略有差别!
- 打印时间PXH系列为2.5小时以内,A系列会比前者慢40分钟左右,打印速度由最大体积速度为30mm³/s的PETG耗材计算,不同耗材最终速度会有不同;
- 如果不喜欢0.28 mm层高的层纹表现,可打印0.2 mm层高的配置,打印时间会比前者更长;
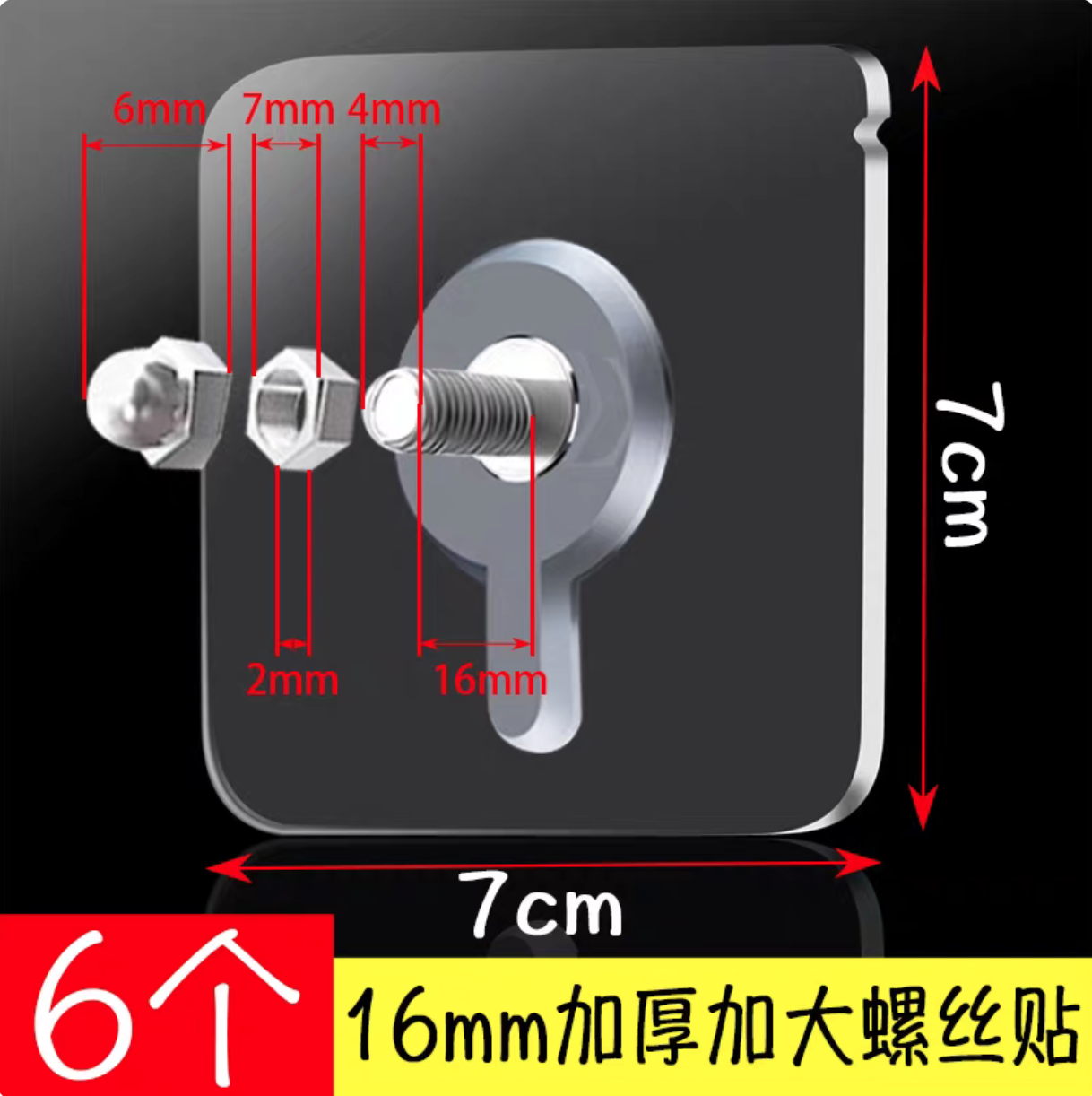
耗材架预留孔洞,支持使用无痕胶钉固定在墙上,购买无痕胶钉时请购买螺丝直径为4mm,螺丝长度≥12mm的尺寸(支架壁厚8mm,预留至少4mm拧螺母,如果墙角有踢脚线需要预留更多长度);
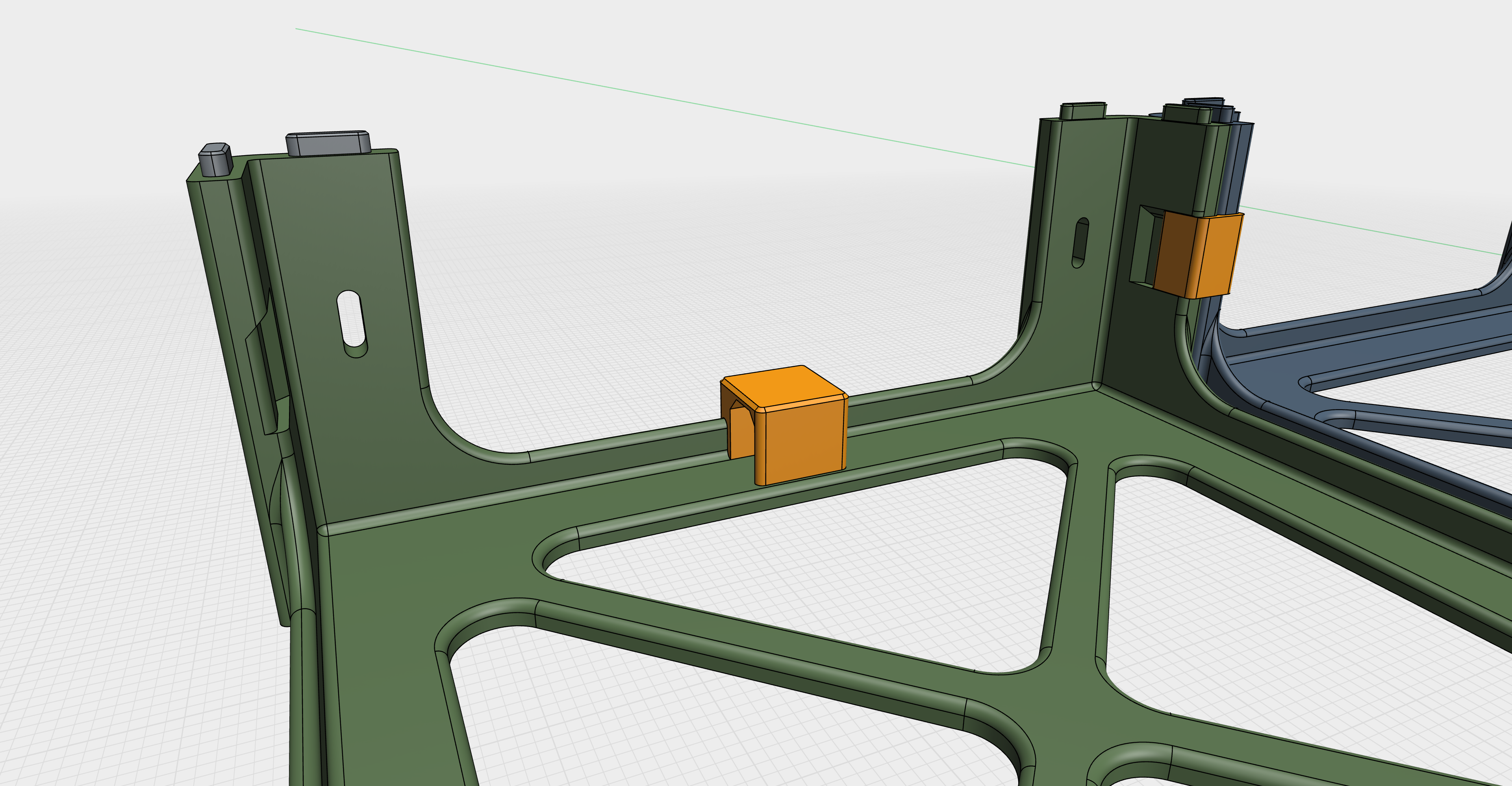
为兼容更长的耗材盒子,架子设计的较深,拓竹的原厂耗材盒如果推到底可能会造成比较难拿出来,未解决此问题,特设计短耗材盒适配件,仅4g,打印出来扣在架子后部即可,两款任选一款即可,具体效果如下图所示。
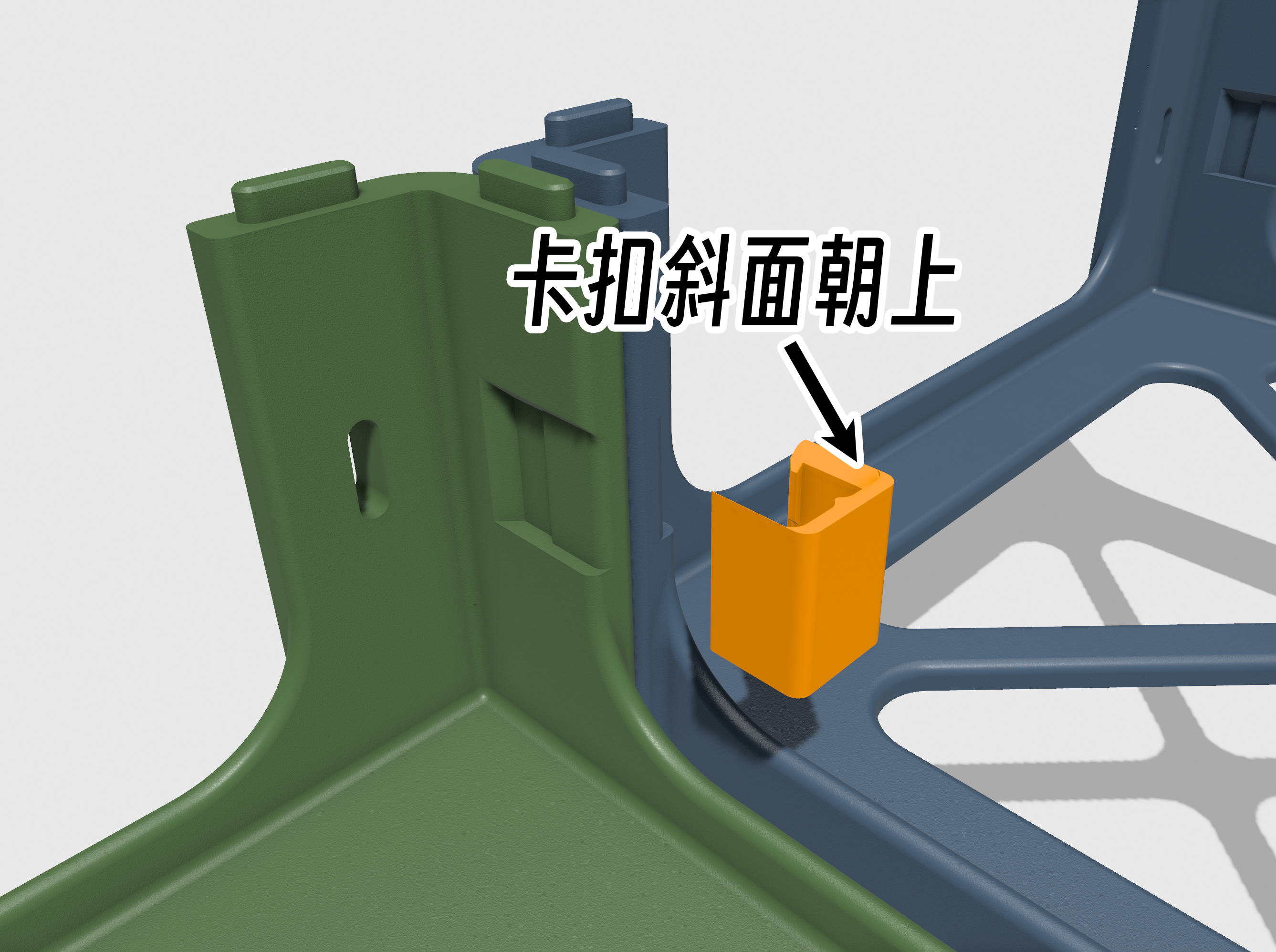
使用左右锁止卡扣时,请把带有斜面的一边对着上面,如下图所示:
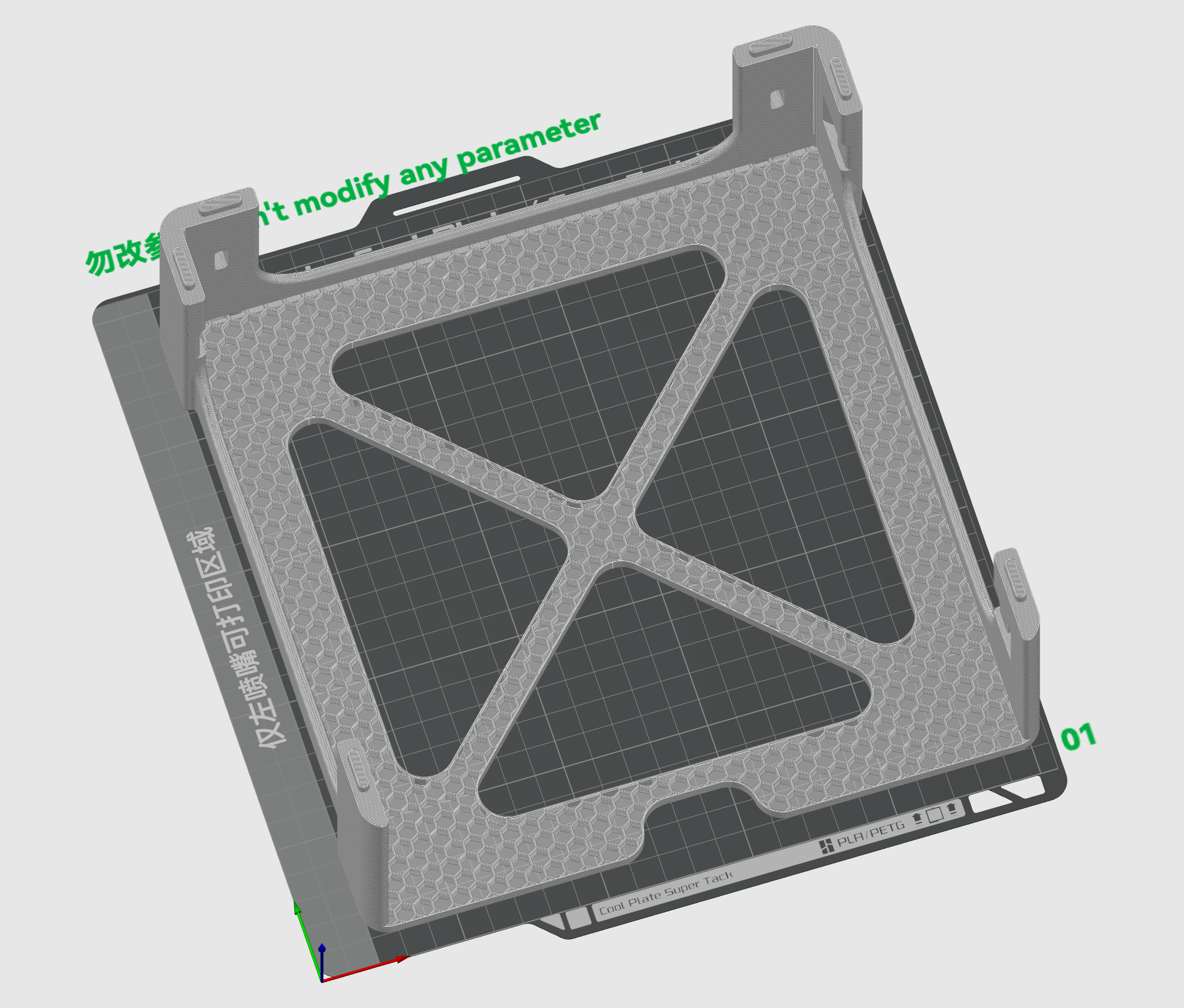
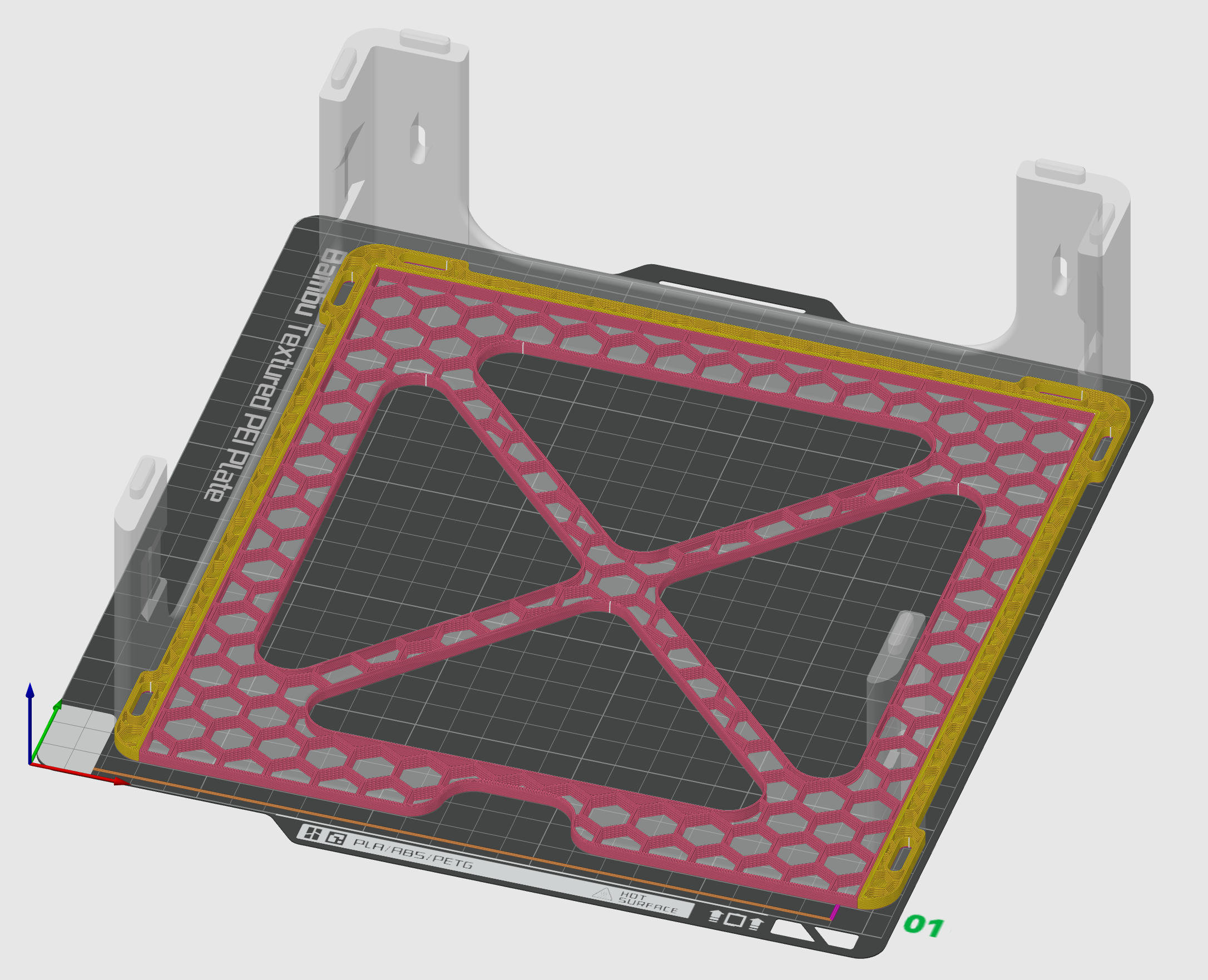
切片完成以后应该是以下样式
⚜️ 结构设计解析
市面上很多使用修改器打印镂空底板的架子都存在一个问题,就是修改器部分与边框是平行连接的,相当于把平时“z轴”的强度用在了承重上,导致时间长了会剥离,甚至打印完成直接就剥离。
如下图所示:
局部放大:
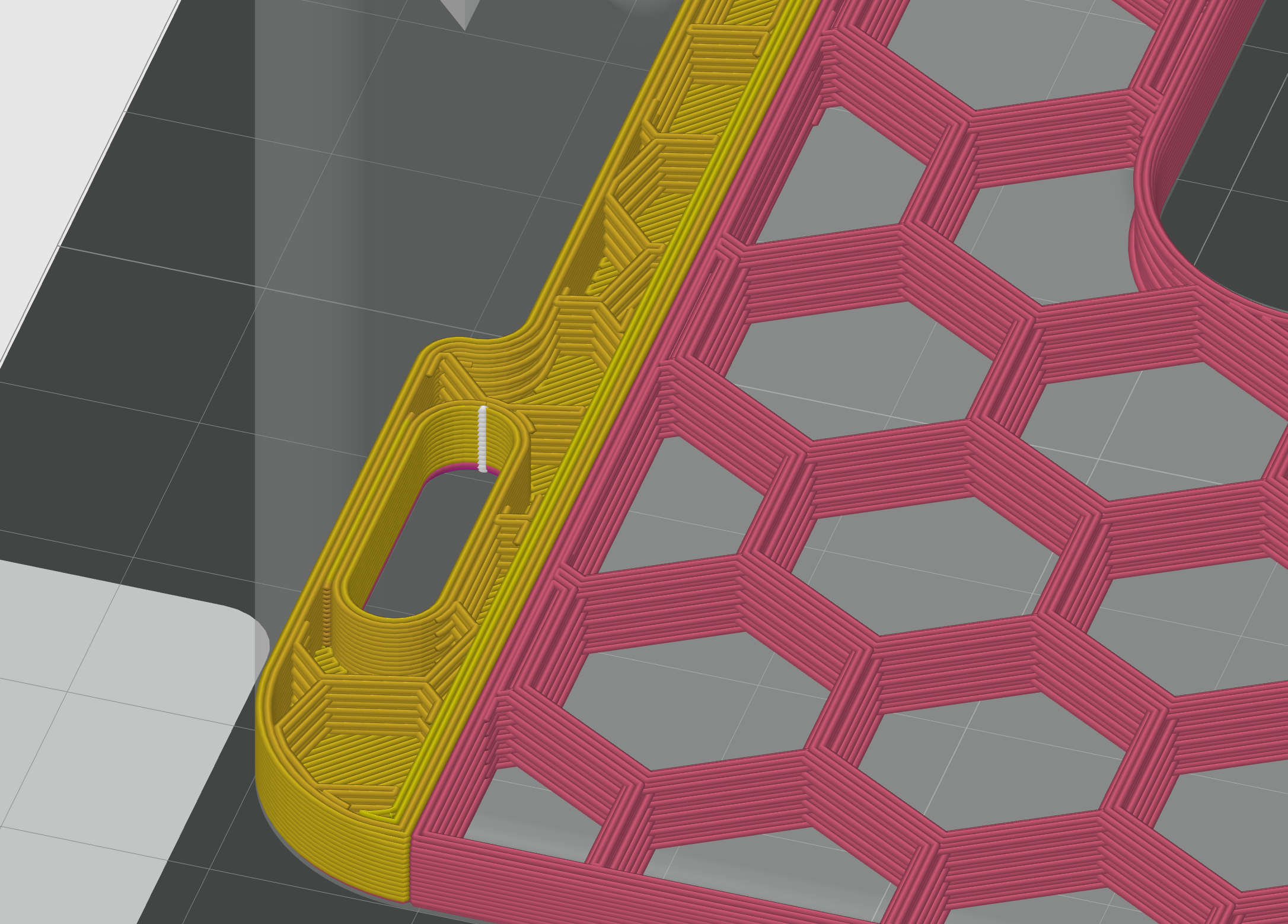
本作品经过参数优化,底部镂空填充会直接伸入边框内,在XY方向直接参与力传导,
如下图所示
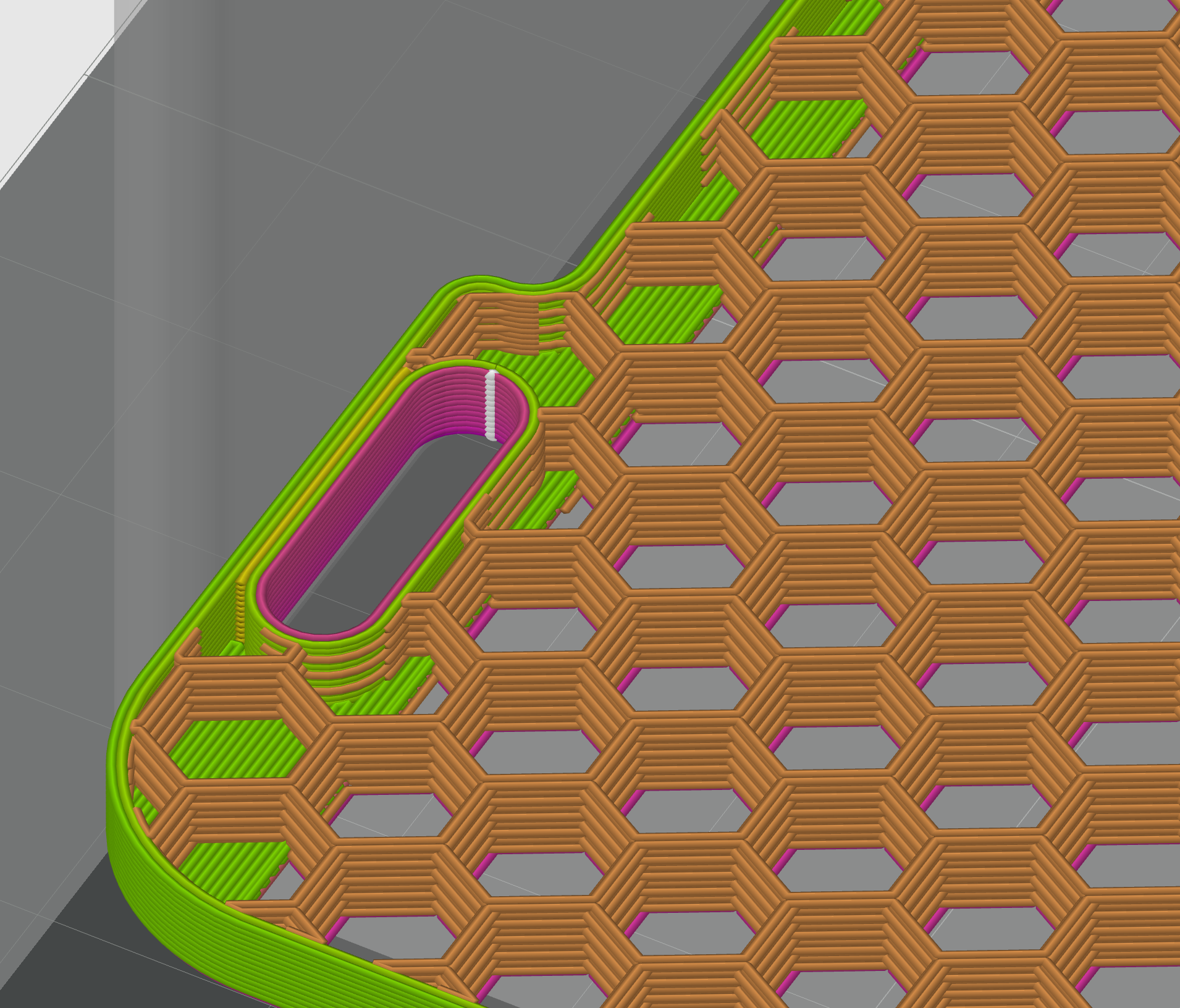
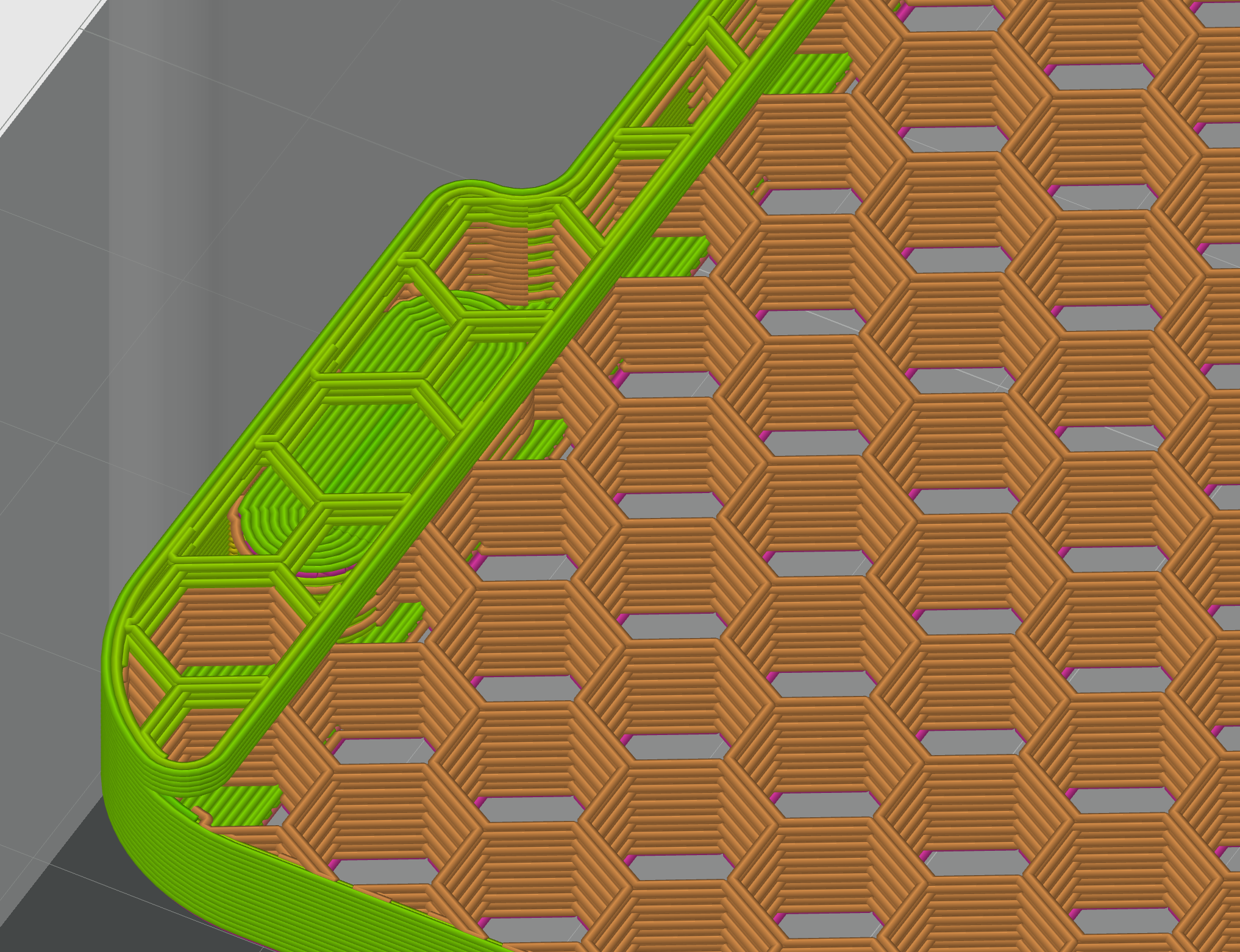
并且上层的立柱填充与下部对齐、立柱的内外墙,直接架在下部填充的边缘上,省去了使用100%填充的转换层
如下图所示
作者打印了100个架子,尝试过三角形、内六边形、螺旋体、3D蜂窝等等各种填充的各种密度,最终选择12%的蜂窝填充并取消多线填充,只为达到以最少的耗材达到能堆叠3m+的目的。
🏎️ 一些提高打印速度的小技巧(针对PETG,不可用于PLA):
1. 耗材丝设置里,提高耗材的最大体积速度,作者使用的绝大部分PETG耗材,包括PDD购买的各种便宜耗材,设置为40 mm³/s均没有问题,喷嘴温度需适当提高为250-255度;40 mm³/s的体积速度已经超越了普通0.4 mm喷嘴300mm/s的速度上限了,如果有更快需求的朋友可以购买高流量喷嘴(一定要买拓竹官方的),亲测速度达到500 mm/s完全没问题。

2. 耗材丝设置-冷却模式,取消勾选“降低打印速度 以得到更好的冷却”,PETG耗材基本不存在冷却不足的问题,可以取消勾选

这两套连招下来打印速度应该提升不少了,注意,设置完成后,
