Você está no 3DFinder
Buscamos em Thingiverse, MakerWorld e Printables ao mesmo tempo para te dar o melhor de cada uma.
Descrição
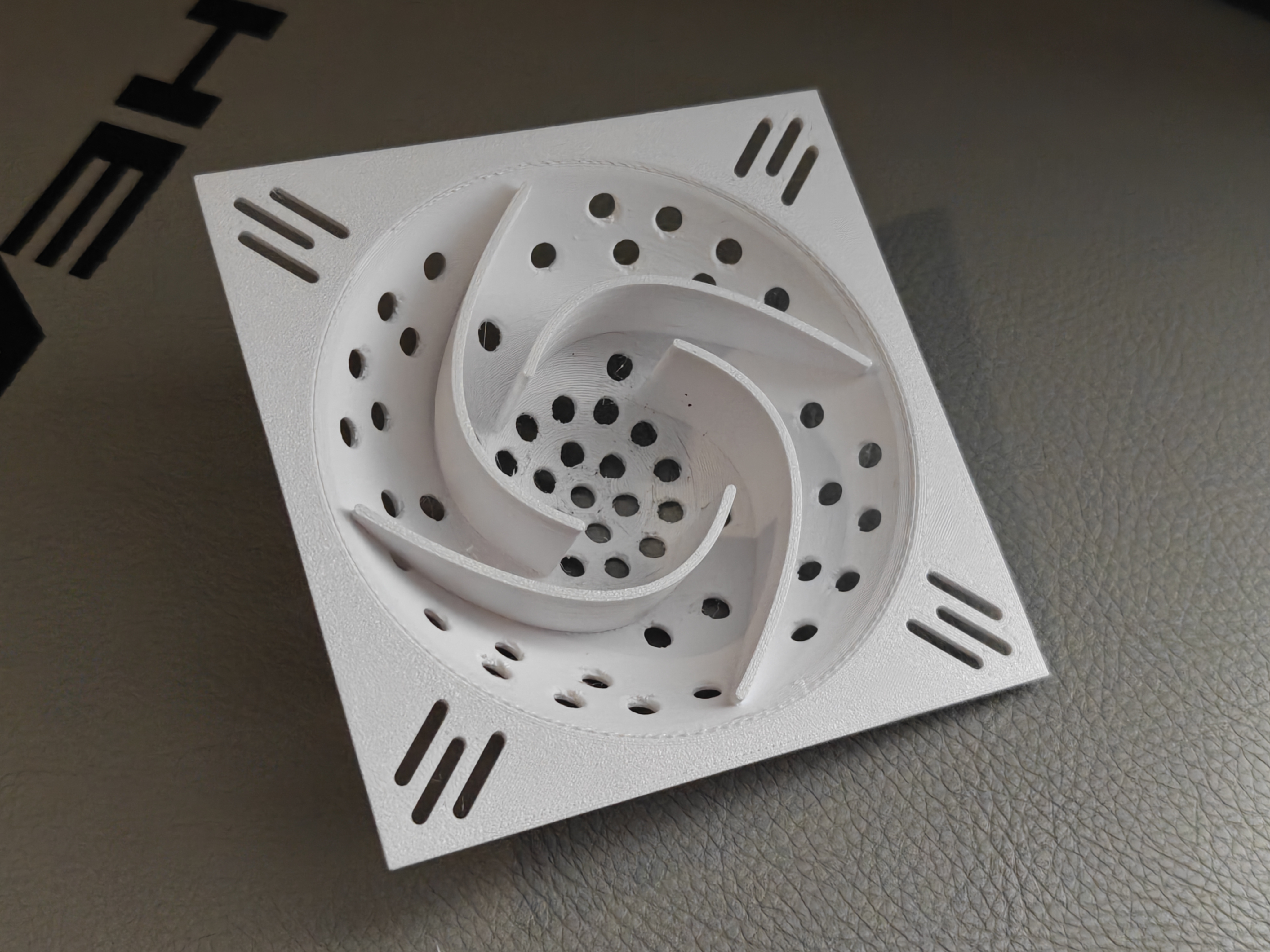
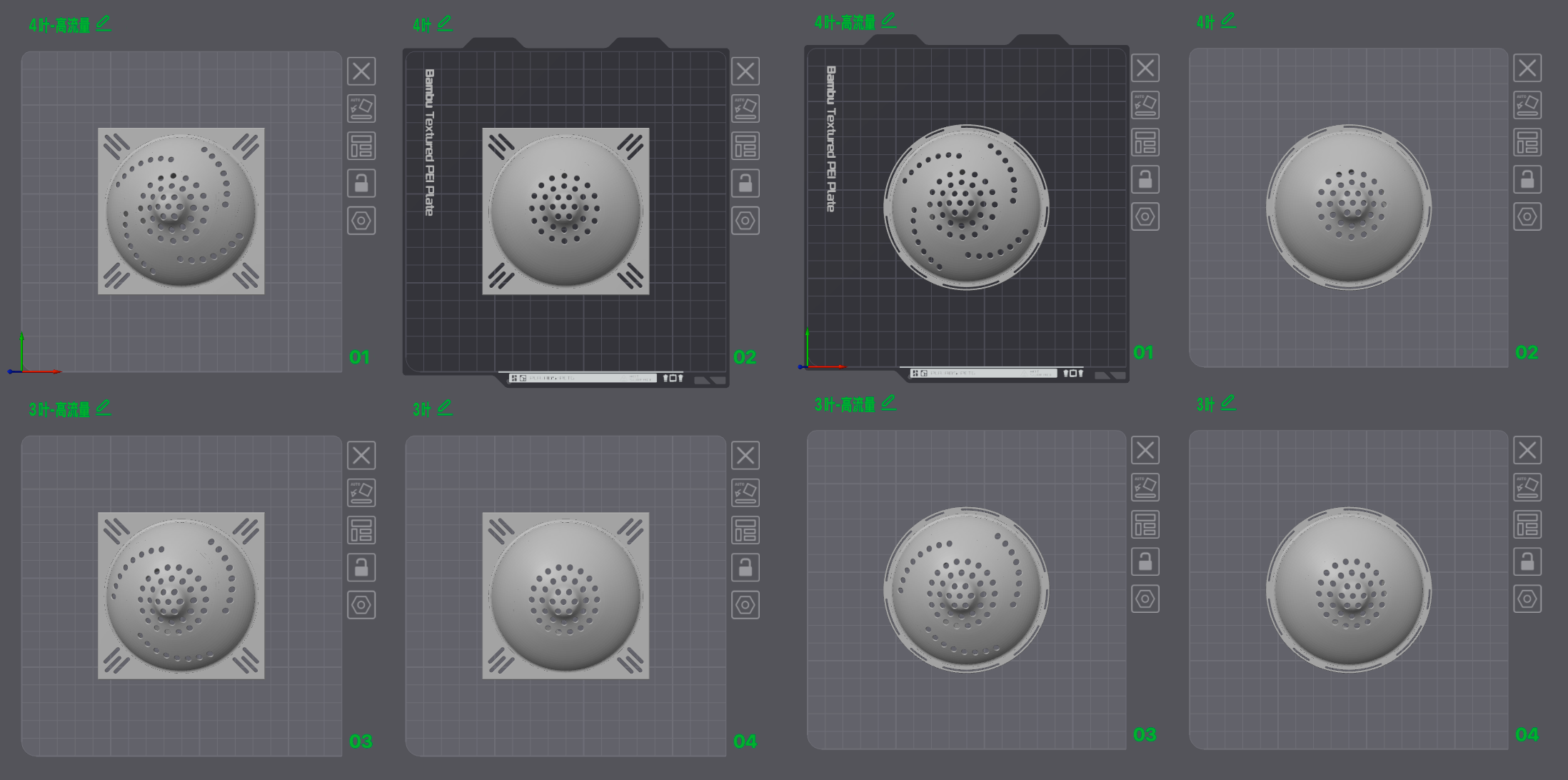
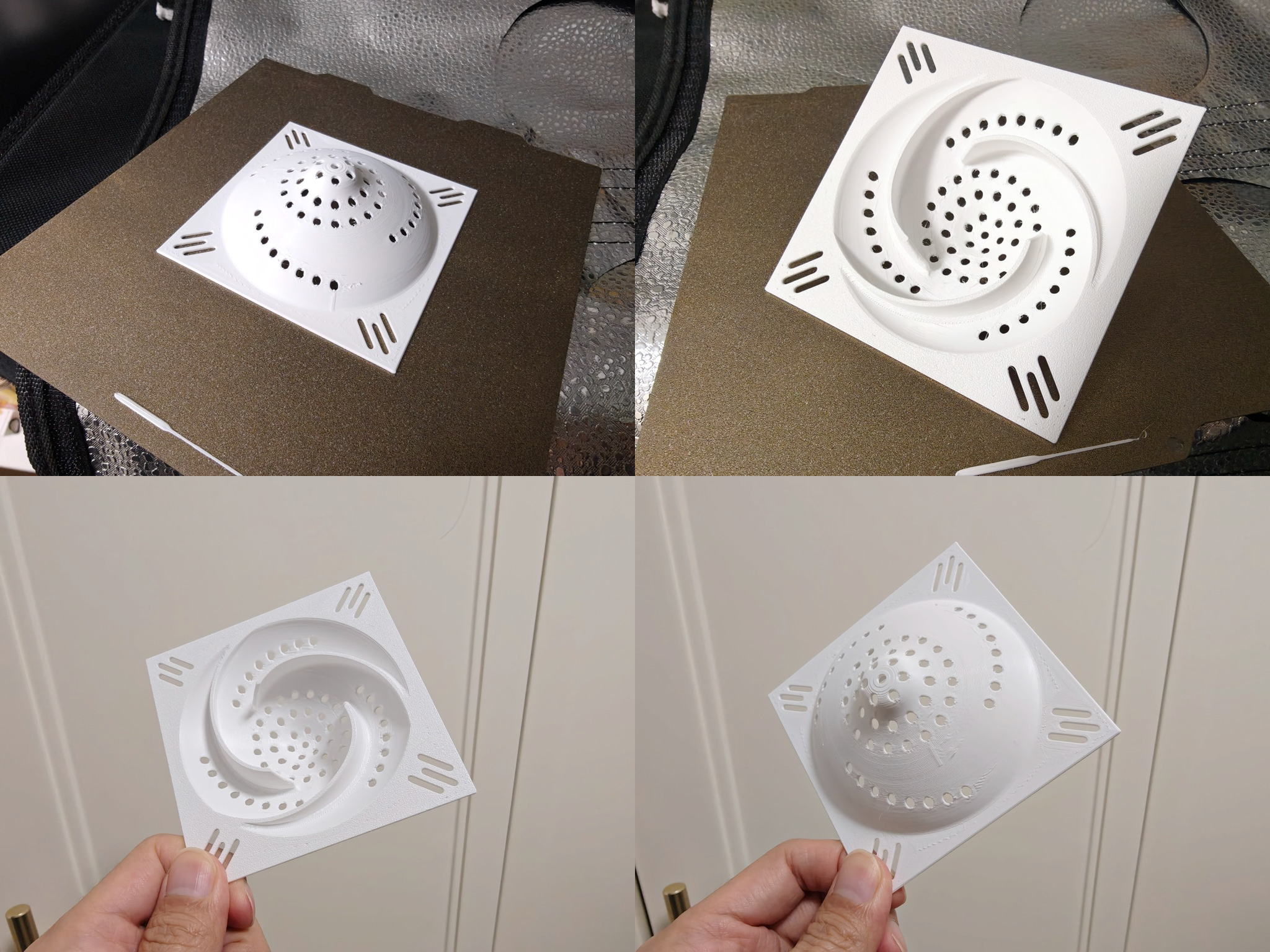
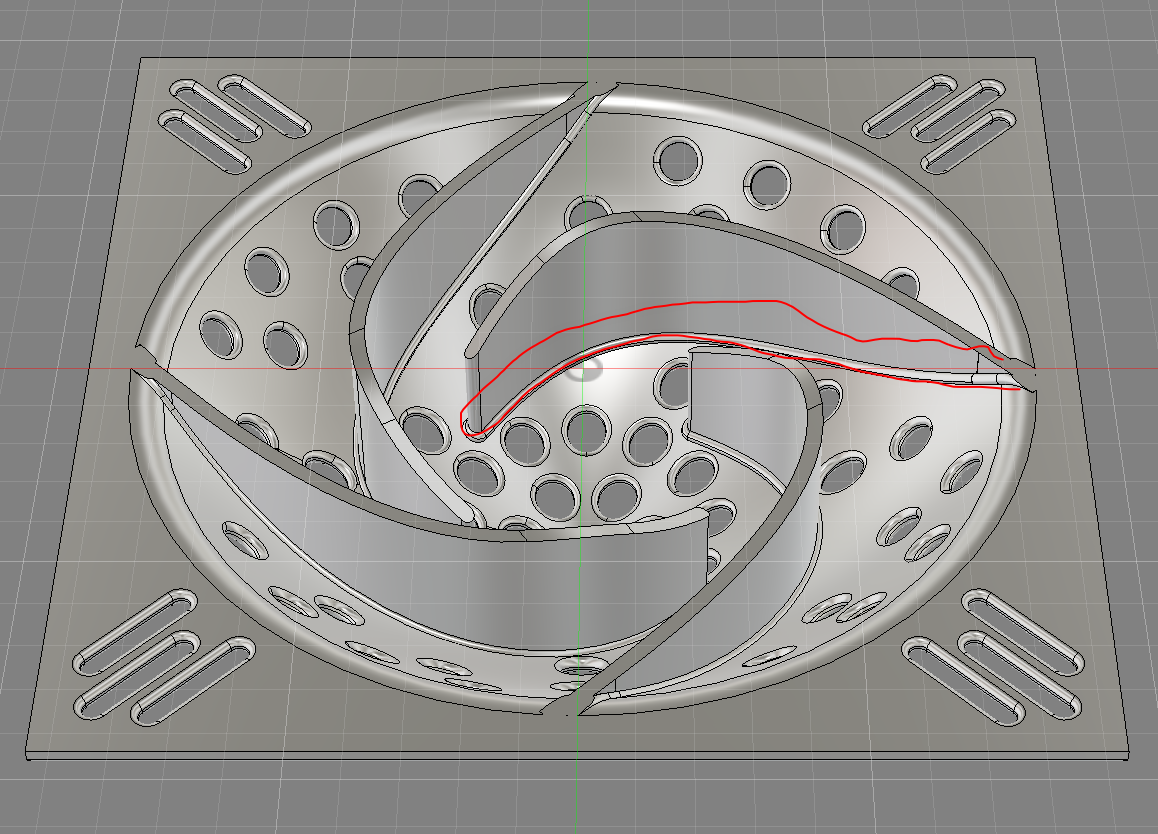
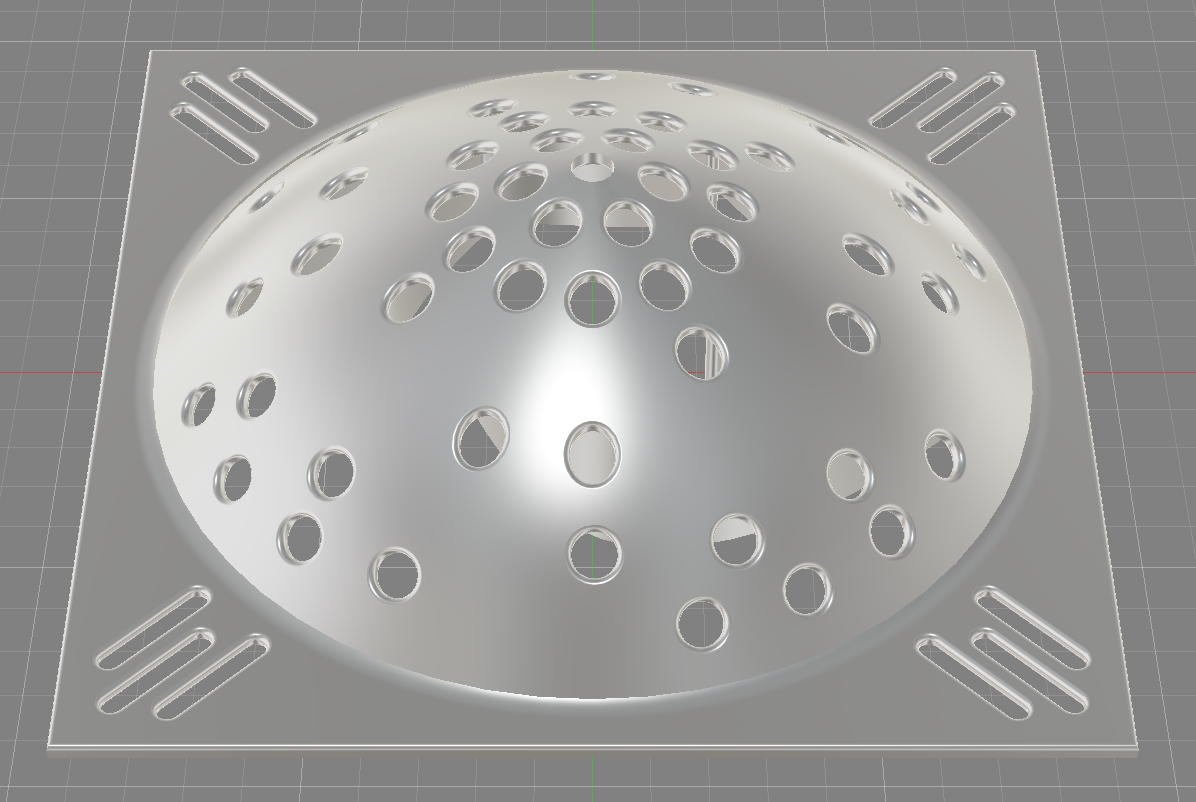
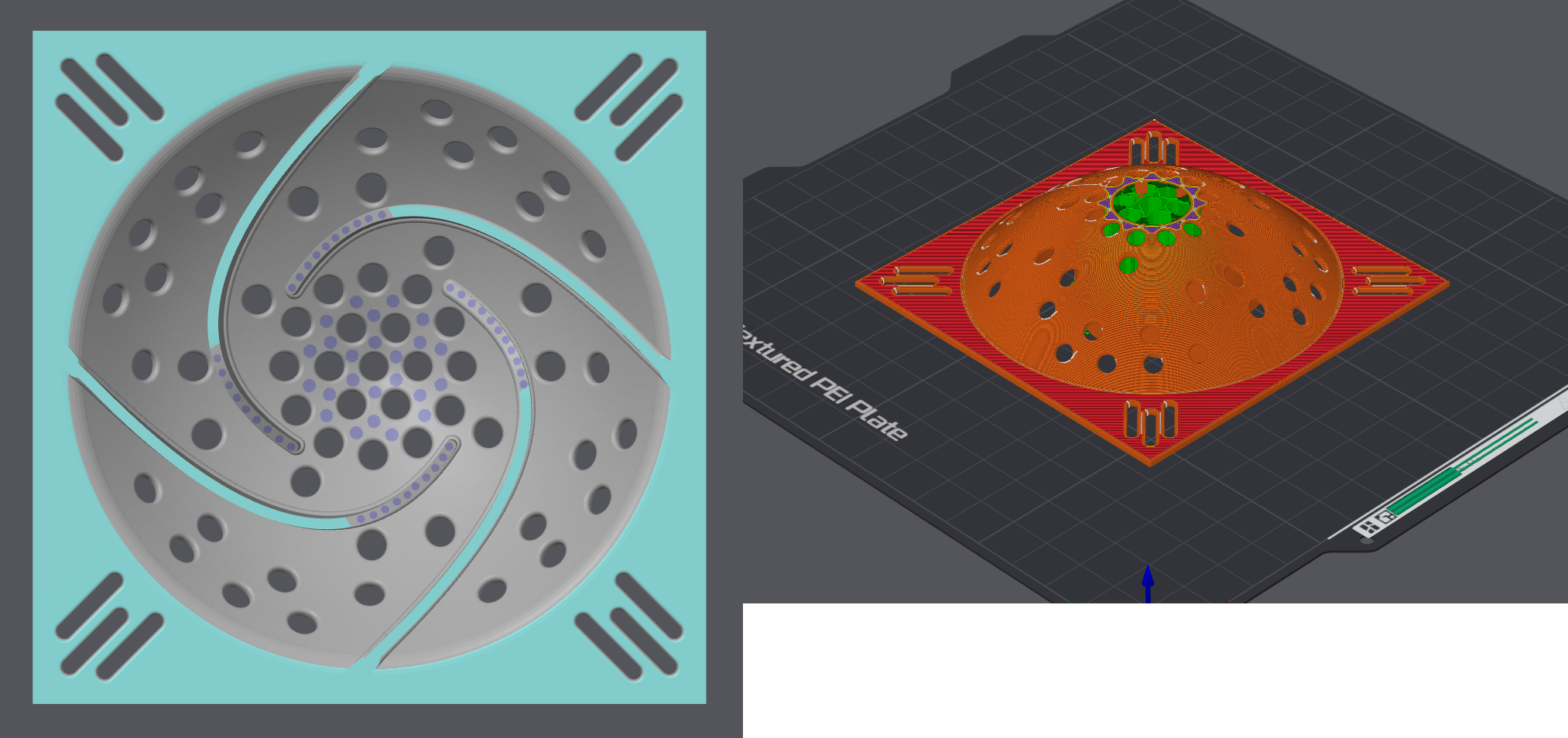
漩涡地漏 方形/圆形,默认尺寸是94mm。

【重点】
特别提醒,打印前请确认预留深度是否足够模型的下凹距离,需根据实际情况进行纵向缩放。
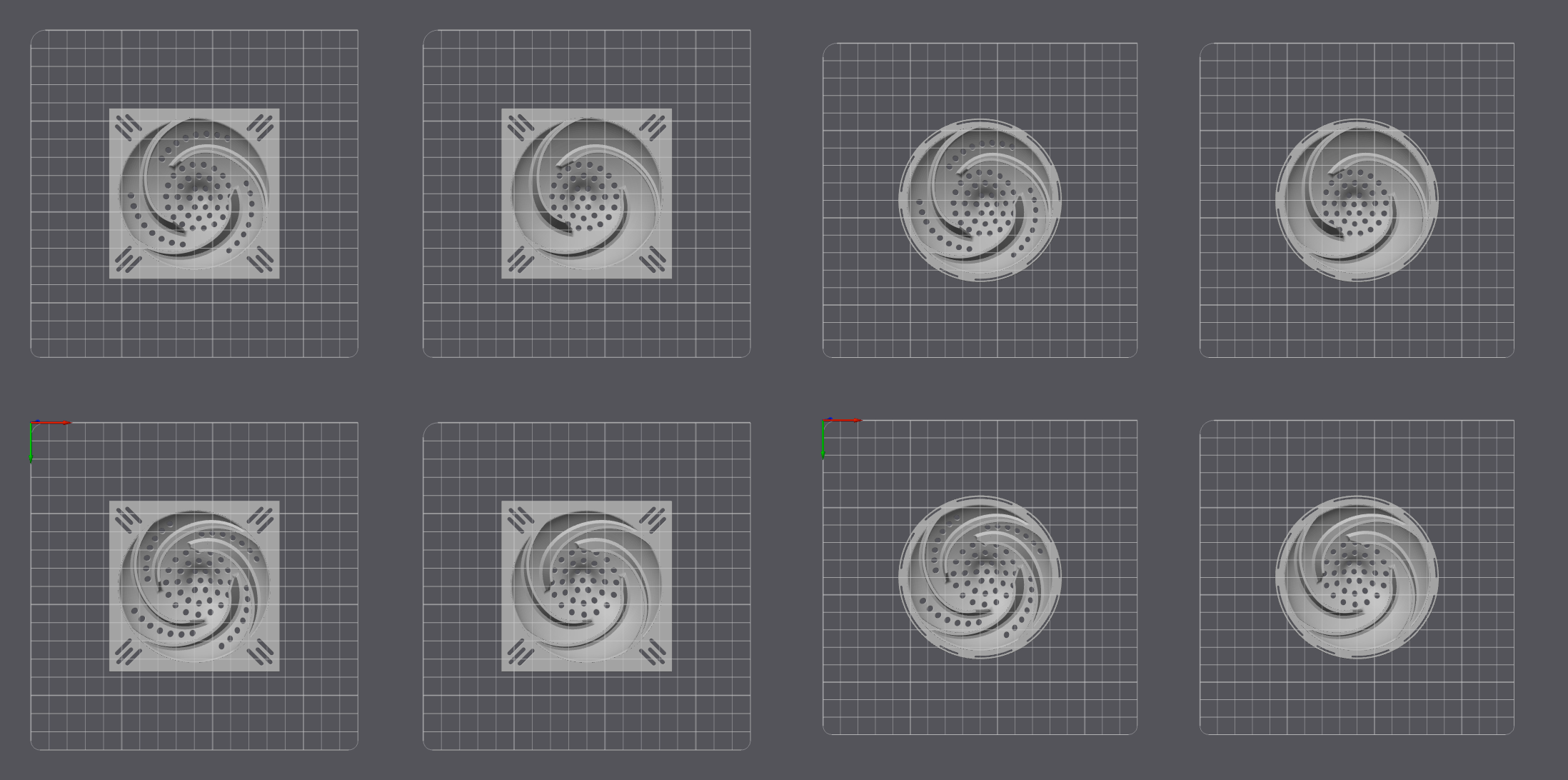
强烈建议根据实际情况,通过BambuStudio进行适当的缩放:
1、取消等比例缩放
2、根据地漏安装槽实际尺寸进行缩放
3、根据材料的收缩/膨胀情况,进行0.2~0.4mm左右缩放
【实测】
即使中间堵满头发,排水效率依然良好!
推荐丝绸质地的耗材,光滑不易留痕。
2026-06-05:新增了一个无孔的版本,大伙可以自己用切片软件、手工打孔,主要提供给尺寸比太大/太小的时候,缩放后空洞太大/太小之类特殊情况。
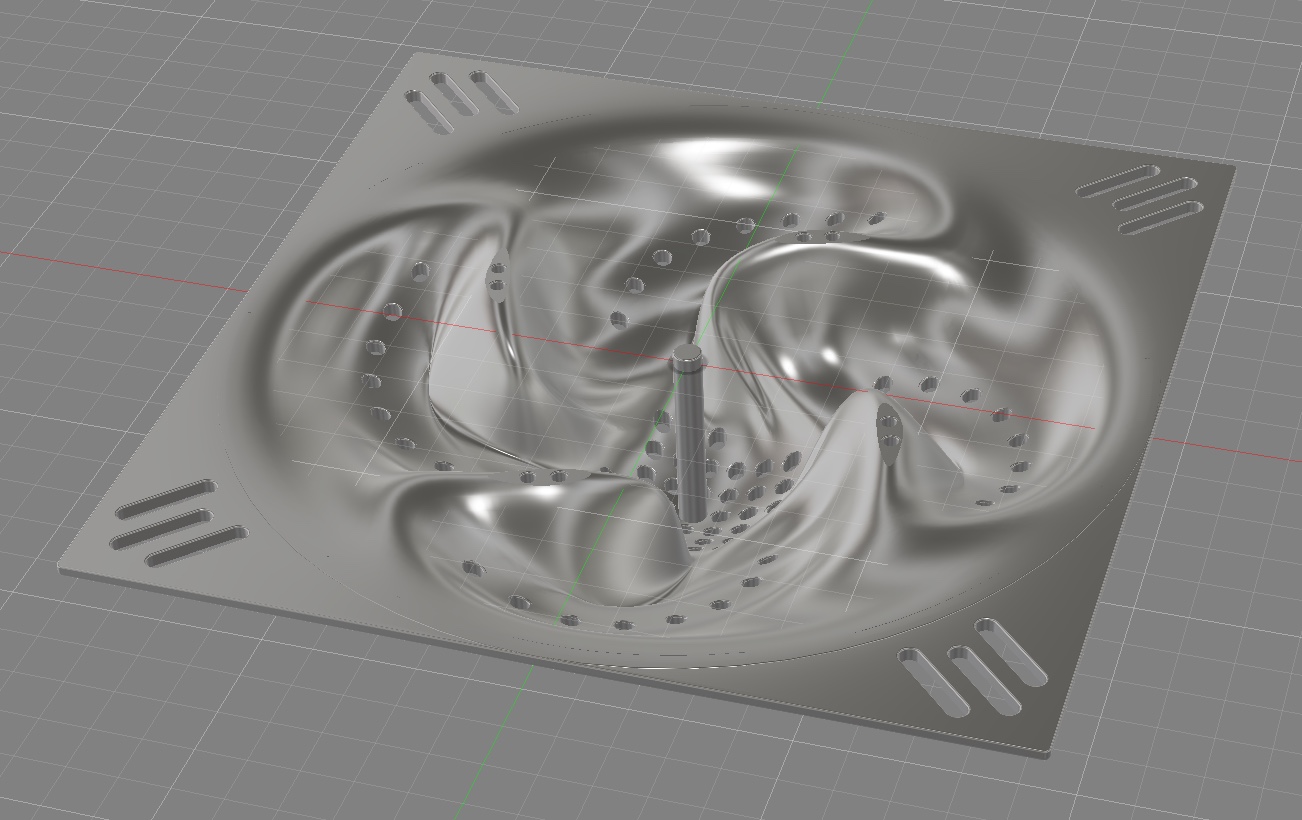
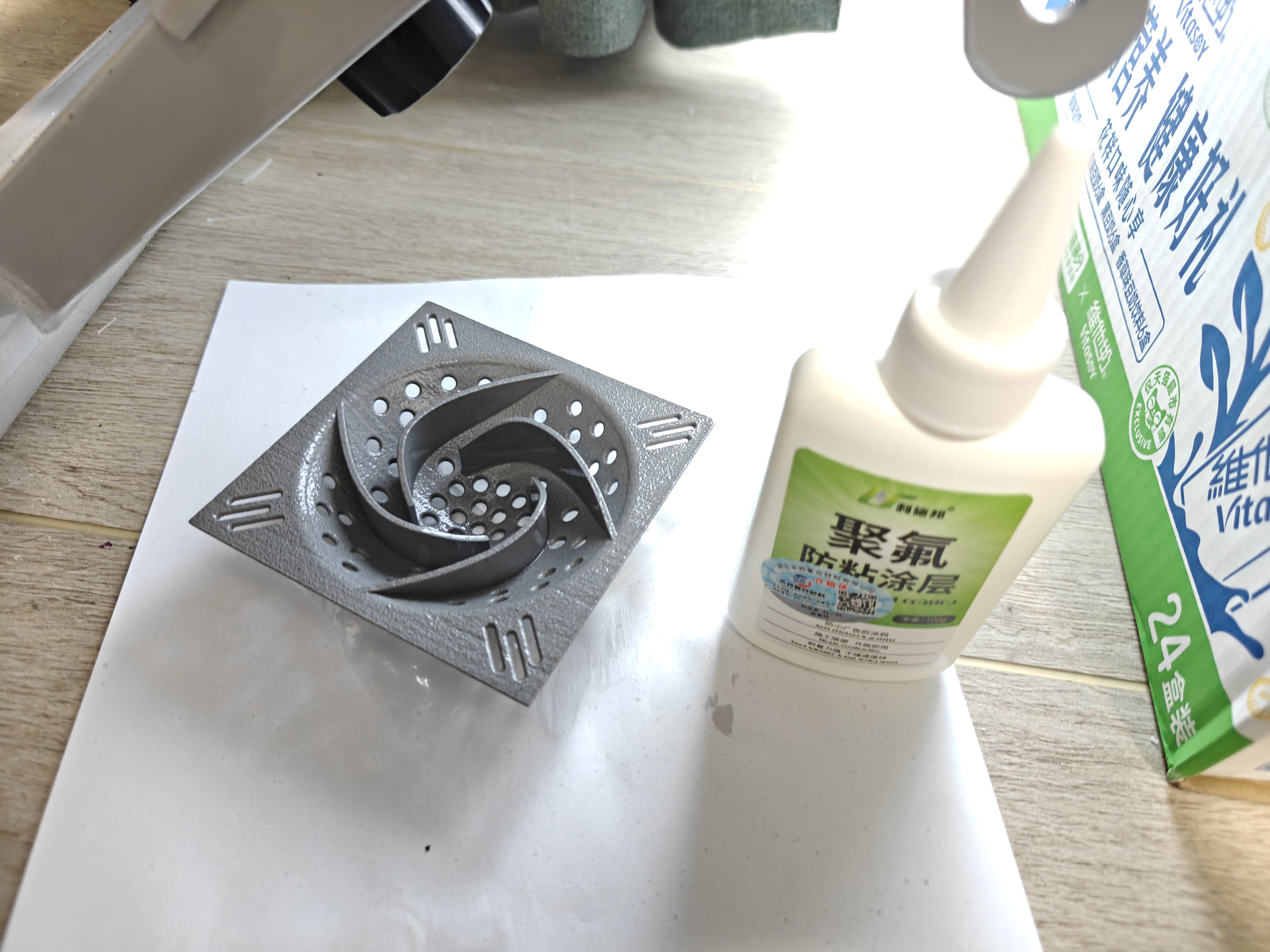
2026-02-26:感觉3D打印金属(网上代打)还是不够成熟,平面不平整。网上CNC、抛光也不怎么接此类复杂的散件。或许“3D打印+抛光液”或者“光固化”性价比最高。
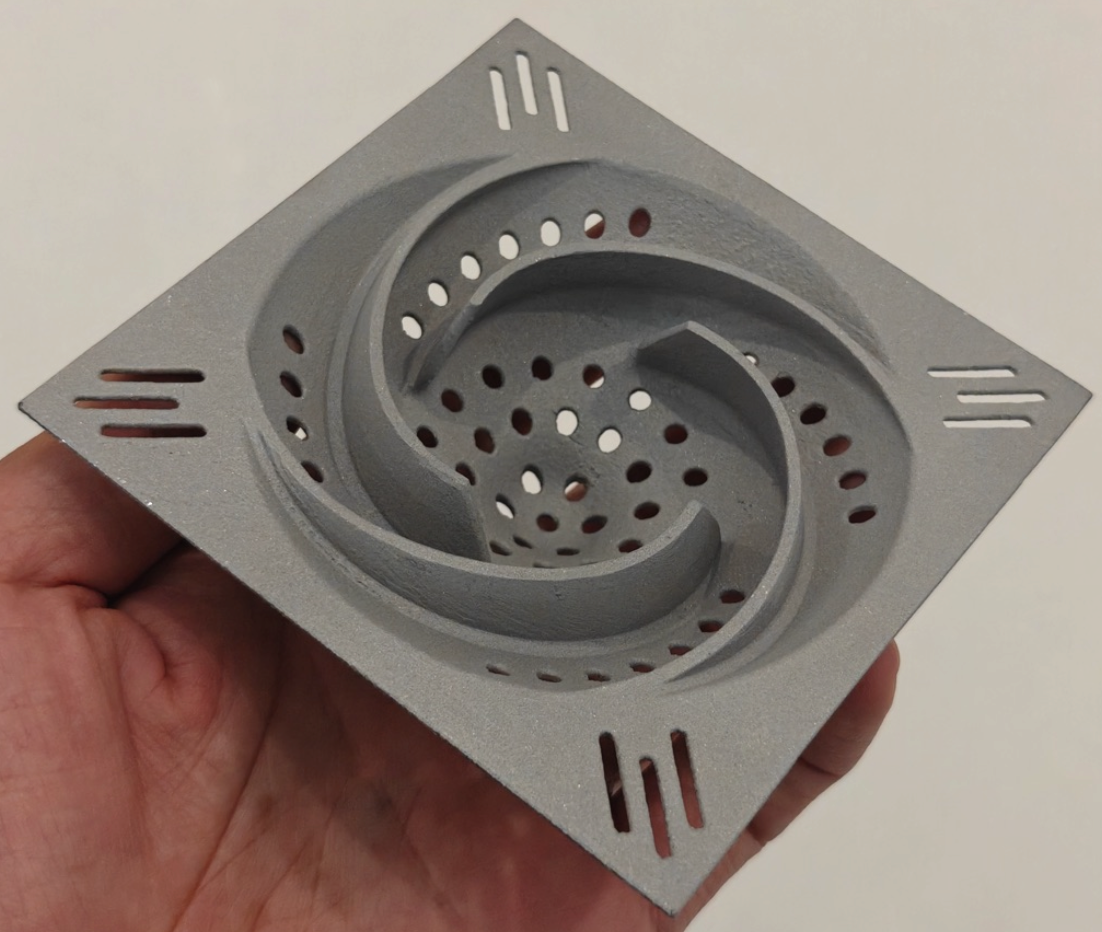 (铝件)
(铝件)
2026-01-29:开孔圆角。
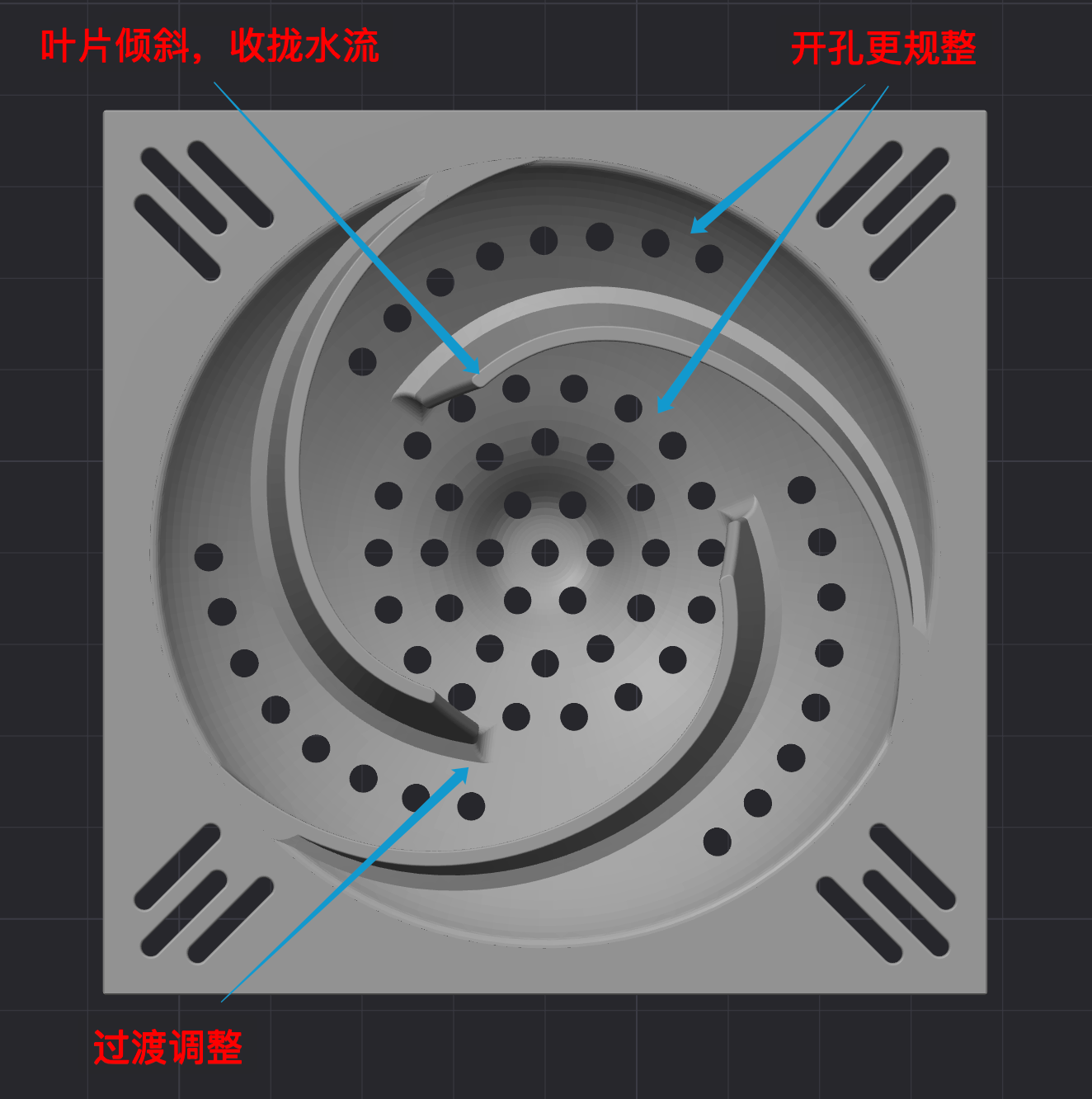
2026-01-28:
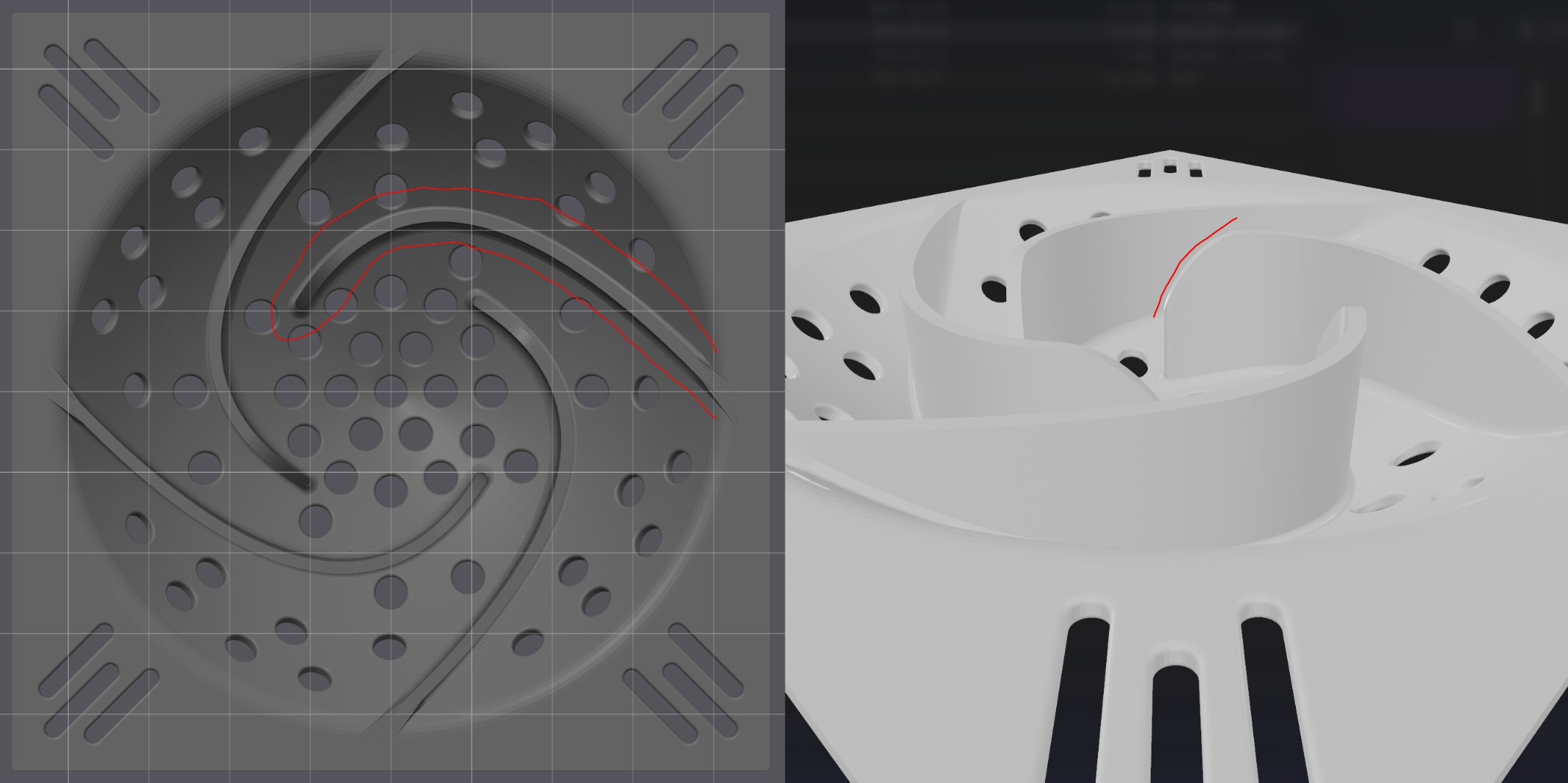
准备调整了一下叶片角度和开孔。
基于拓竹官方的PETG Basic,
为了较为顺利无支撑打印,
多次测试后(持续测试调优),
我认为有帮助的一系列参数优化:
[提升高层间粘合]
- 适当提高喷嘴温度
- 质量-层高:0.16
- 质量-线宽-外墙:0.6
[接缝优化]
- 质量-接缝-智能应用斜拼接缝:开启
- 质量-接缝-斜拼接缝类型:轮廓和孔
[细节优化]
- 质量-高级-墙生成器:Arachne
[有助于悬垂]
- 质量-高级-墙顺序:内墙/外墙
- 质量-高级-桥接流量:0.9
- 质量-高级-厚桥:开启
- 速度-其他层速度-外墙:80
- 强度-其他层速度-内墙:150
- 强度-其他层速度-顶面:80
- 强度-顶部/底部外壳-顶面/底面/内部实心填充图案:同心
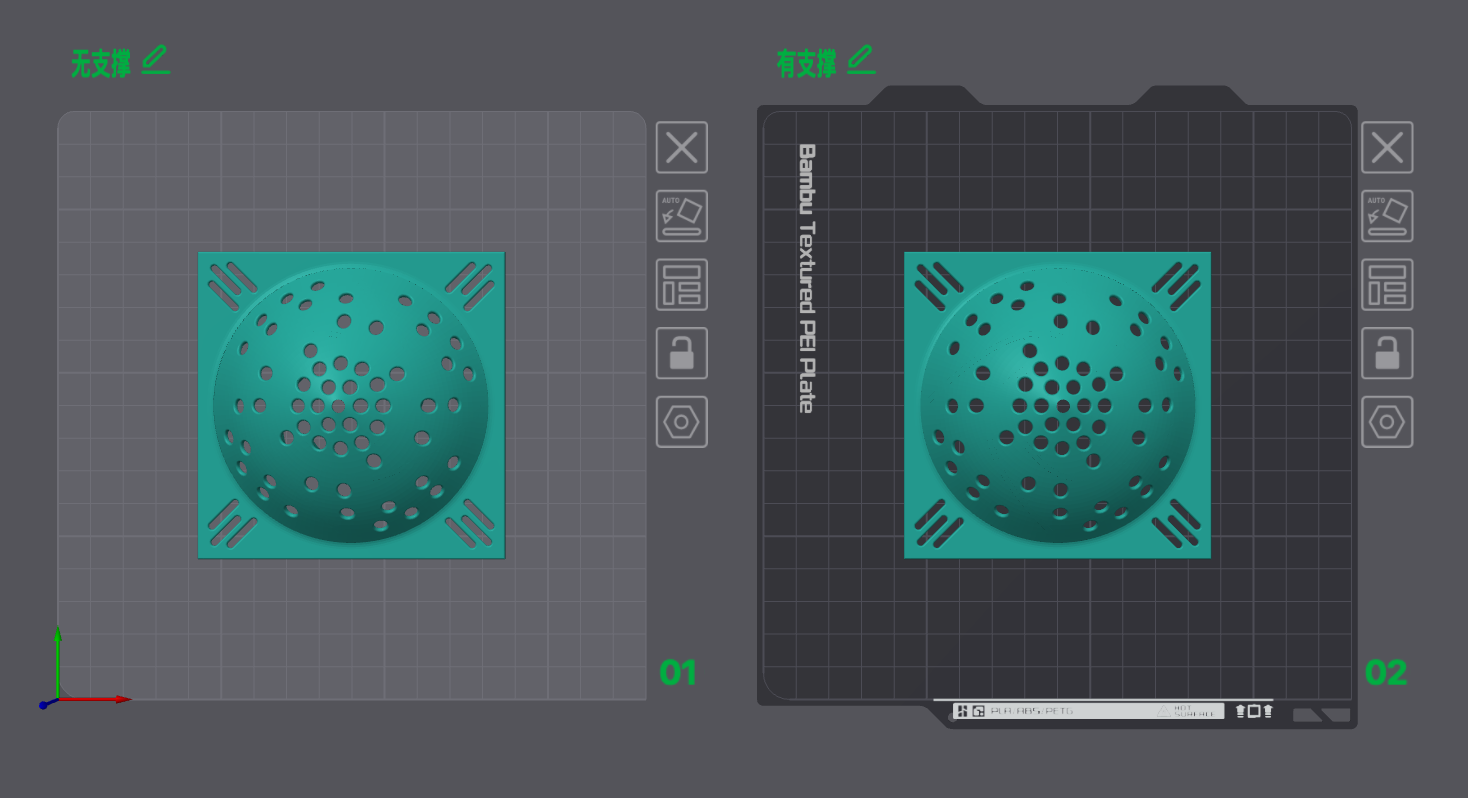
无支撑打印:
精修前:
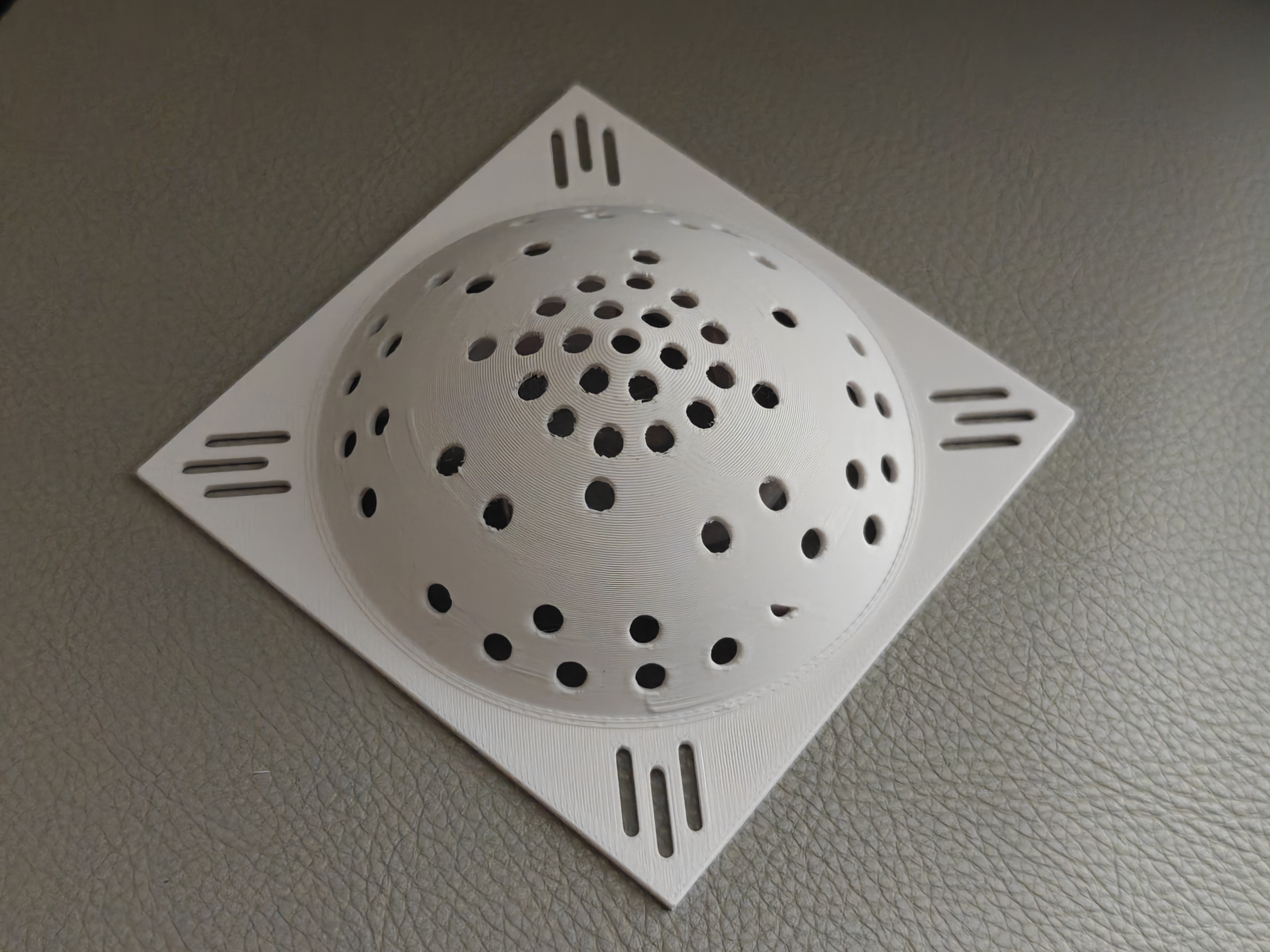
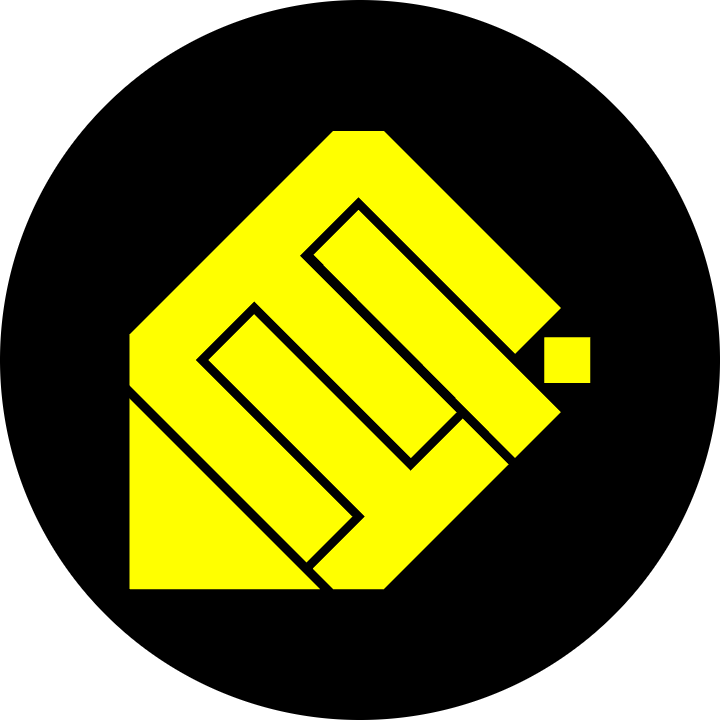
2026-01-26:新增重制版,提供4叶、3叶两个选择,依然提供方形、圆形两种形状。
1、开孔直径从4mm改为3mm,但更密集,提高整体流量。
2、中间圆形区域直径从30mm改为34mm,延长清理毛发间隔(暂不支持“小滤网”工具)。
3、尾部加深(整体高度从26mm增加到28mm),集中毛发、减少悬垂。
4、缝隙过渡更柔和。
5、优化打印参数。
2025-11-29:
1、缝隙位置做了优化,更更更平滑了!(上一版不够平滑),放在最新的第一位,包含方形/圆形、无支撑/有支撑,共4盘。
2、”砍一刀“增加坡度,以便更好的”无支撑“打印。
2025-11-28:
尝试了3版类似日式那种造型,同时又不高于地面。
测试下来发现,还是现在这个流速快、头发集中好、方便打印。
缓缓,暂时搁置吧,尴尬,留念:
2025-11-05:
基于方形地漏改了一个圆形的版本,直径依旧是94mm。
示例:PLA Matte 打印带支撑版本(支撑轻松移除)

2025-10-17:
1、缝隙填充,更容易清理。
2、开孔背面边缘也添加圆角。
3、打印配置提供无支撑、有支撑2盘可选,方便打印。
2025-10-06:纪念一下,网上定制了个3D打印金属版,刷个涂层减少污垢残留。
2025-07-23:优化叶片:延伸至平面(减少头发卡在缝隙);优化孔洞:正面增加些许圆角(水流经过孔洞更顺畅)。
2025-07-04:测试了无支撑的情况,可以打印,不过效果并没有变好,更推荐带支撑的。
2025-07-02:修复了不对称的开孔。
2025-06-06:增加打印配置;修复原来地漏模型中多余的一个”半孔“、微调支撑。
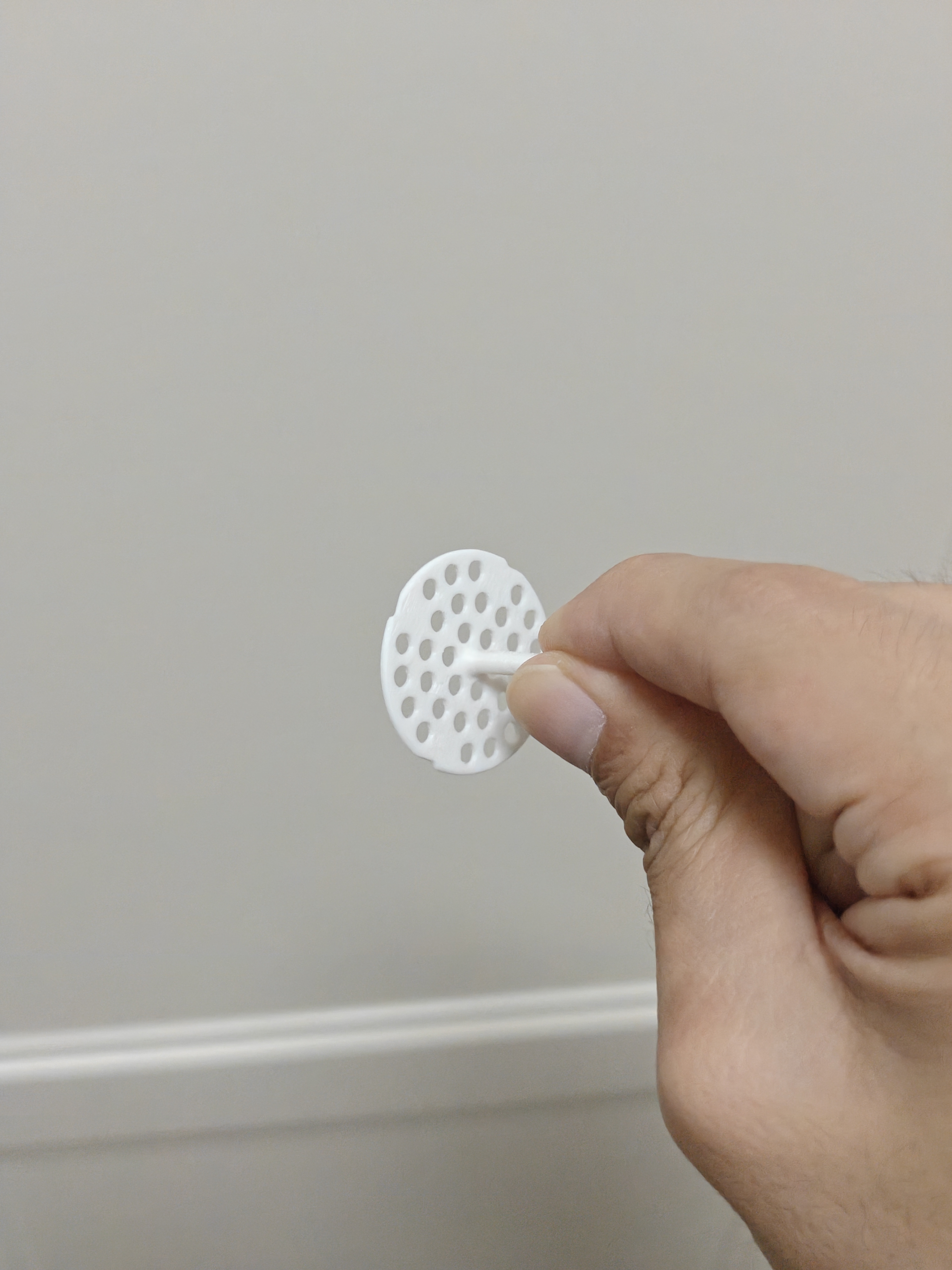
2025-05-22:为了更方便清理头发,新增一个滤网小配件,当做一次性配件也可以。